商铺名称:张家港市艾成机械有限公司
联系人:梁经理(小姐)
联系手机:
固定电话:
企业邮箱:454718486@qq.com
联系地址:江苏省张家港市现代农业示范园区常红路2号
邮编:215600
联系我时,请说是在勒克斯之家上看到的,谢谢!
商品详情
江苏艾斯曼机械有限公司
成型模具温度控制要稳定。温度高时熔料在模具内流动速度变快;温度低时熔料在模具内流动速度变慢。不稳定的熔料流速会造成板(片)制品的纵向厚度误差大。
注意控制三辊的工作面温度,应是进片辊温度略高些,出片辊温度略低些。辊面温度偏高,板坯不易脱辊,制品表面易产生横纹;温度偏低,制品表面不光泽。根据此现象,辊面温度控制要及时调整。
梁经理 15995982036
入片形式,三辊的中间辊上辊面应与模具唇口下平面在一个水平面上;唇口端面与中间辊中心线平行,相距50~100mm。
模具唇口间隙应略小于或等于板制品厚度,模唇中间间隙应略小于两侧端模唇间隙。
注意三辊工作面粗糙度R应不大于0. 2pm。清理辊面时不许用硬钢刀刮划辊面,应使用铜质刀清理辊面残料。
辊面应有一些中高度;三辊间的间隙应等于或略大于板的厚度。
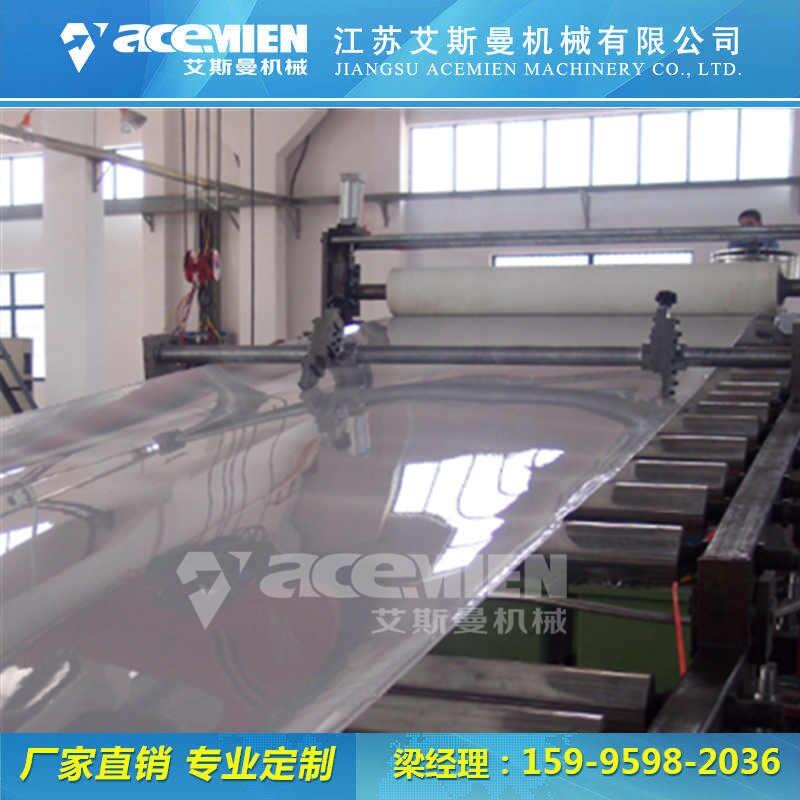
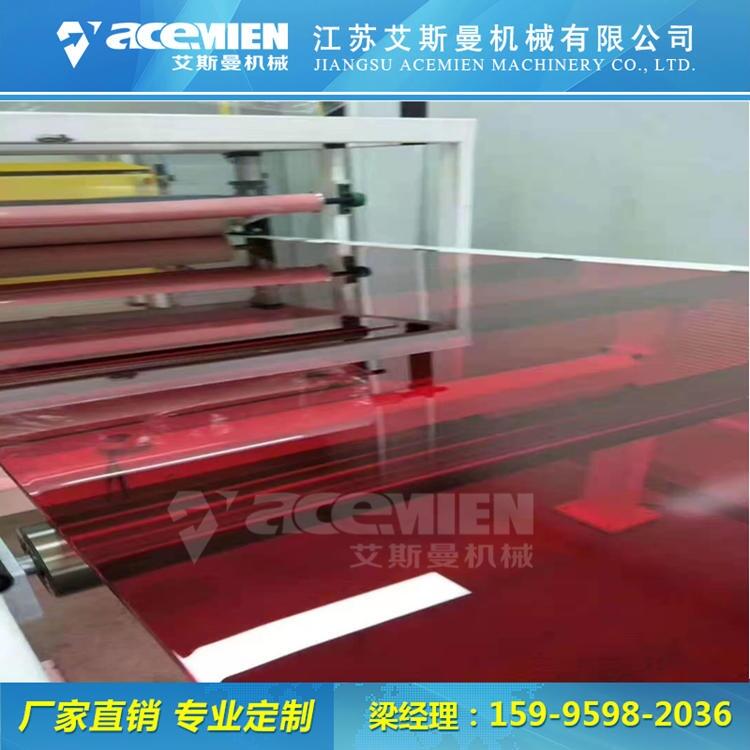
PP/PS吸塑片材挤出生产线EVOH阻隔片材生产线pet透明片材生产线
成型模具温度控制要稳定。温度高时熔料在模具内流动速度变快;温度低时熔料在模具内流动速度变慢。不稳定的熔料流速会造成板(片)制品的纵向厚度误差大。
注意控制三辊的工作面温度,应是进片辊温度略高些,出片辊温度略低些。辊面温度偏高,板坯不易脱辊,制品表面易产生横纹;温度偏低,制品表面不光泽。根据此现象,辊面温度控制要及时调整。


三辊的运转速度要略高于板坯从模具口的挤出速度,一般速度差不超过10%。三辊工作速度要控制平稳,过快或过慢的运行速度对板的厚度误差都有较大影响。
ps片材设备生产厂家 pet片材设备生产厂家 pc片材设备生产厂家挤塑机设备
在线询盘/留言