
�������ƣ�ɽ�����ں��Ӳ�������˾
��ϵ�ˣ��Ծ�������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺xutaihantiao@163.com
��ϵ��ַ��ɽ��ʡ�������������̿�·17��D17�Ļ������ҵ�����ƹ����ϰ칫����¥D��034
�ʱࣺ300384
��ϵ��ʱ����˵�����տ�˹֮���Ͽ����ģ�лл��
����������ɽ���ײ���ֺ���������ҩƤ����������������ʱ���۳��е�̼���貿���յ�������Ϊ����֯��������ĸ���ܽϺõ��ۺϣ���ҩƤ�����Խ�ǿ��������ۺ���Ӳ�ȸ�,���ӵ�̼�ּ�500MPa�ͺϽ�ֽṹ,���ں����ȶ������ɷ�ֹ��������̼���������������Ŀ����丯ʴ���ܡ�ȫλ�ú����������á���������ĥ��ĵ�̼�֡���̼�ֻ�ͺϽ�ֻ������棬�ر������ڿ�ɽ��е��ũҵ��е����ĶѺ�����֮�á�ͨ������ֱ�����ӣ�Ҳ�ɽ���ʩ�����̻��������ɽ���ȫλ�ú��ӡ���ǰ����Ԥ����160��22O�棬�����ָò���¶ȡ������ں�����ͬ���͵IJ���֣�Ҳ����������ǿ��ʴ������ʹ�õIJ���ֻ����ֵָĺ��ӣ���߸��֡����̸ֵȺ��ӡ��������������ҵ�ĸ�����ĥ����������ܴﵽ�������Ч�������������ں��Ӳ����ձ���ֺ��ġ��ձ�ס�Ѻ��ġ������ֿϺ��ġ��������ܺ��ġ�����������ġ��µ������ֺ��ġ��¹���ɭ���ġ������ղ��غ��ġ���ʿ���ֿ����ġ������ִ����ġ��ձ���֬���ġ��ȸ������ں��Ӳ���ҵ���ҹ�˾��Ʒ�������ָ��ﵽ���뾳��.Ϊ�û�����ҵ��ʡ�ʽ�.���������ɱ�,�������õľ���Ч�档���ǽ��ԡ��ϳ˵������������ļ۸����Ƶķ�����ƽ�Ȼ����Ļ����ϣ��ȳ���ӭʹ�ú��Ӳ��ϵ��������Һ��ؾ�����ͬ���ǽ���������ϵ��*-/*����������ɽ���ײ���ֺ��������ɽ���ȫλ�ú��ӣ��绡������ʵ�ֵ��溸˫����Σ��ۻ��ٶȿ죬�۳��������������ף�����������ǿ���������㡣�ú�������������API���е�X60-X70�ֹܼ���ȫλ�ú��ӣ�Ҳ��Ӧ���ڶ�ȫλ�ú��ӹ���Ҫ��ߵ����������������¯ѹ�����������������ȡ� ��ˢ���� ��ˢ�Ƽ����Dz���һ��ר��ֱ����Դ�豸����Դ�������ӶƱʣ���Ϊˢ��ʱ������;��Դ�ĸ����ӹ�������Ϊˢ��ʱ������.�Ʊ�ͨ�����øߴ�ϸʯī����Ϊ�������ϣ�ʯī���������������ĥ�ĵ�����.����ʱ����Դ������������ʵĵ�ѹ����ʹ������Һ�ĶƱ���һ��������˶��ٶ��ڱ������������������˶���������һ����ѹ����ֱ���γɾ�������Ľ���������Ϊֹ.���ڶƱ��뱻����������Ӵ��IJ�λ����Һ�еĽ��������ڵ糡������������ɢ�����������ϣ��ڱ����ϻ�õ��ӻ�ԭ�ɽ���ԭ�ӣ��Ӷ���Щ����ԭ�ӳ����ᾧ�γɶƲ㣬Ҳ�����ڱ�������ģ����ǻ�������ϻ������Ҫ�ľ��ȳ����㡣 ����Ѻ��� ���⺸�����ô�����ɵ�ɫ�������۽����ɵļ�����Ϊ��Դ���еĺ��ӡ����ֺ��ӷ���ͨ�����������ʼ��⺸�����幦�ʼ��⺸�����⺸�ŵ��Dz���Ҫ������н��У�ȱ�����Ǵ��������������ǿ�����⺸ʱ�ܽ��о�ȷ���������ƣ��������ʵ�־��������ĺ��ӡ�
����������ɽ���ײ���ֺ�����һ��������ƺ�̼����0.1%���£������������������¹���ɭ���ģ��¹����µϺ��ģ��¹�UTP���ģ��¹���˹���ֺ��ģ����ESAB�������ģ����Avesta��ά˹�����ģ����SANDVIKɽ��ά�˺��ģ��ձ����KOBELCO���ģ��ձ����Ǻ��ģ��ձ���֬���ģ��ձ�������ҵ���ģ�����GOLD�Ͻģ�����˼�ִﺸ������SAF����˿����ʿ���ֿ����ģ�Ӣ�������أ�METRODE�����ģ��µ�������BOHLER���ģ������ִ�HYUNDAI���ġ�----��ɽ��˹����ҩо��˿������Ʒһ����H08Mn2Si�Ϳ���.�����ER50-6��H08Mn2Si�����õıȽ϶࣬�������ֺ�˿Mn�������ߣ��ή�ͺ��ӽ�ͷ�����ԣ��ܶ�ר�Ҷ���������̭���ֺ�˿ ������ʲô�ƺŵĵͺϽ���أ��ƺŲ�һ��Ҳ���в��ģ���ͬ���ŵĸ��ò�ͬ�ĺ�˿��ʵ�ĺ�˿Ϊ�˷�ֹ���ף����������ֿ���ά�غ������������ٷɽ��ͱ�֤�������һ������ѧ���ܣ�Ҫ��˿�к����㹻�ĺϽ�Ԫ�أ����Ա����������ó������۵ĺ��졣��������Ҫ�������ߵ�������ܶ�Ҫ�ܸߺͱ������ܴ��������ײ������ʹ����Ĥ���顣 ֱ�������� ֱ��������ʱ������������������������ɽ���ײ���ֺ����������������۳ط����ͽ�ʹ�����ۻ����ܼ������ֵ绡�ij��Ȳ��䣬���Ҫ�������۳ط����ͽ����ٶ��뺸���ۻ����ٶ���ȡ������ȡ�����ĥ�Թ�ģ�߸֡�CPM 1V CPM1V����̼�ߺϽ߸֣�������ͬʱ���иߵij�����Ժ���ĥ�ԣ����ʺ��������ʺ�����ģ��ʹ�á�CPM 1V��ĩ�־��и��������߾����ԣ�����ߴ��ȶ��ԡ���ĥ���Ժ����ԡ� ���ٹ��߸� ���ٹ��߸���Ҫ���������Ч�ʵ��������ߡ���������к�Ӳ�Ըߡ���ĥ�Ժá�ǿ�ȸߵ����ԣ�Ҳ������������Ҫ��ߵ�ģ�ߡ�������������к��µ��ɵȡ����ٹ��߸־��ȴ������ʹ��Ӳ�ȿɴ�HRC63���ϣ���600�����ҵĹ����¶������ܱ��ָߵ�Ӳ�ȣ����������ԡ���ĥ�Ժ������Ծ��Ϻá��˻�״̬�ĸ��ٹ��߸ֵ���Ҫ�Ͻ�Ԫ���жࡢ�⡢������������һЩ���ٹ��߸��м������ܡ�����Ԫ�ء���������ڸ�̼�ߺϽ�������֣�����Ҫ����֯����֮һ�Ǻ��д�����̼�����̬���ٹ��߸��е�̼�����ǹ���̼�������ѹ���ӹ�������ɿ���״�ֲ��ڸ��У���Ϊһ��̼����Ӱ�����������������������̼�����Ϊ����̼�����Щ̼����Ը��ٹ��߸ֵ�����Ӱ��ܴ��ر��Ƕ���̼�����Ըֵİ��ϱ������ȺͶ���Ӳ���������кܴ�Ӱ�졣̼�����������������ֵĻ�ѧ�ɷ��йأ���̼����Ŀ����Ⱥͷֲ�����ֵı������йء��١����Ǹ��ٹ��߸ֵ���Ҫ�Ͻ�Ԫ�أ��ԸֵĶ���Ӳ����������������Ҫ���á����ԸֵĴ��ԡ��������Ժ���ĥ������Ҫ���ã��Զ���Ӳ��Ҳ��һ�������á�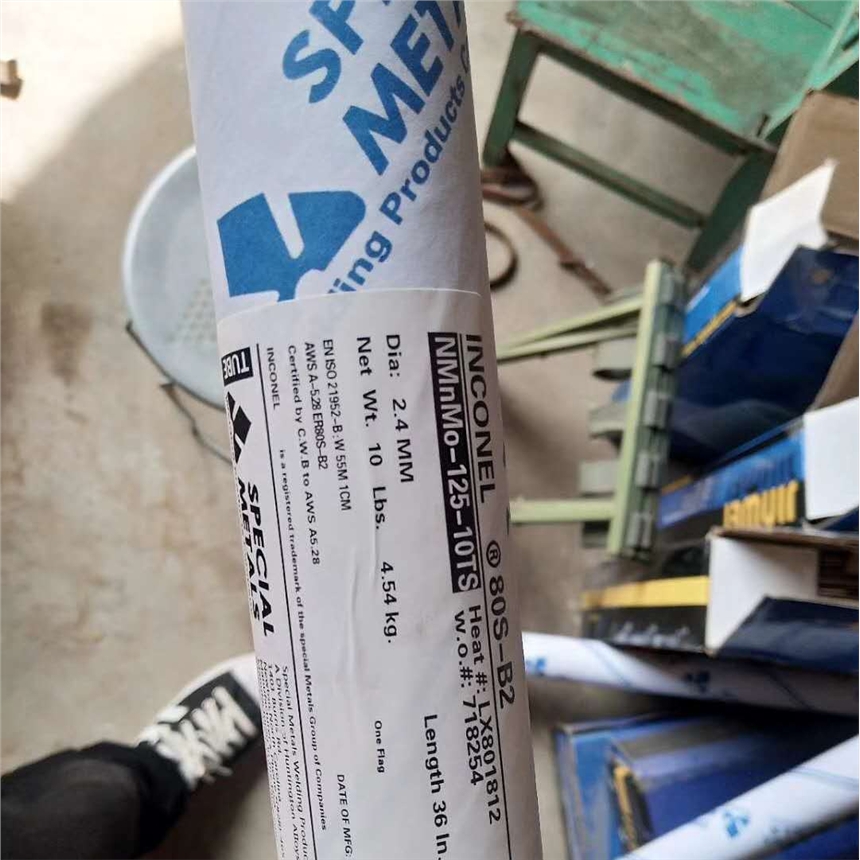
����������ɽ���ײ���ֺ����ڽ������ķ����벨Ҳͬ�����ڣ����dzɹ��غ�������þ����Ͻ����Ҫ���ء�����þ����Ͻ�ı������һ���������۵�����Ĥ�����ں����۳ر��棬�粻��ʱ���������ʱ�����δ�ۺϣ��ں�����滹���γ���Ƥ����������ס�������ֱ��Ӱ�캸��������ʵ��֤����������ʱ�������������������Ĥ�ڵ绡�������£����Ա����������ó������۵ĺ��졣�߸�������ĥ�������˺����ɶѺ��ڵ͡���̼�֡��ͺϽ�֡����̸ֺ������㲿�����档�ܳ��ܸ߳��ĥ�𣬺���Ӳ��HRC��55-65����500��������¾������õ���ĥ����ʴ������ʴ������һ������Ӻ�������3��8�����˺����ɶ��Ѻ����Ѻ�3����ܴﵽ��õ�Ч������Ϊ��ʱ�Ѻ�������Ǻ����ijɷ֣�ĸ�ijɷֺ��٣��Ѻ��ܺ���Բ�����1�MΪ�ˡ������ڶѺ��ڸ�����������ҵ����ĥ�����磺����¯ж������ͷЧ���Ϻã����Ѻ���ǿ�ҳ������ҵ����ĥ�����磺��ɽ��ˮ�೧��������ݰ壩��D��266���̸ֶѺ������ʹ�þ�����Ч�����á��˺�����ʹ��ʱ��Ҫ��ʹ��˵������ǰ��������ɣ��Ժ�������Ԥ�ȣ������䡣 D698 ��ʯī��ҩƤ�ĶѺ���������ֱ�����á����ڿ����е������ɳʯ����ǿ��ĥ��λ�ĶѺ����۷����Ӳ��HRC��60�� �߸�������ĥ����: �߸�������ĥ�����Ѻ���Ӳ�ȸߣ���֯Ϊ��״̼���������Ͳ�������壬����Ч�س��ܶ��ӹ����¸�Ӳ��ĥ��ĥ���Ӧ���Ӵ�ƣ��ĥ��ȣ������ڵ糧�����ת��ҶƬ���۳��÷����ཬ��Ҷ�֡����ബ����ĥ�������Ӳ����ǿ��������
-
���ݵ���ͣ������������ �����
-
6��̫����·�� 7��·�� ������

-
���ڳн�·��ά�� ̫����·�ư�

-
12��˫��LED·�ƹ����۸�

-
������ɽɭ��̫����·�Ƴ���

-
���Ͳ�̫����ͥԺ�ƹ����۸�

-
ά����̫����·�Ƶ�ͷ

-
����ЧLED����·�� 8�� 10

-
������ɽ��·����̫����·�Ƴ���

-
���ڹ�Ӧ��ɽ����LED·�Ƴ�

-
2025�Ѹ��£�����/���飩���

-
2025�Ѹ��£�����/��ѯ������

-
��Яʽ��ܹ�����BYL-04D

-
������������SPY665-SP

-
2025�Ѹ��£�����/���飩�
-
���ݵ���ͣ������������ �����
-
6��̫����·�� 7��·�� ������
-
���ڳн�·��ά�� ̫����·�ư�
-
12��˫��LED·�ƹ����۸�
-
������ɽɭ��̫����·�Ƴ���
-
���Ͳ�̫����ͥԺ�ƹ����۸�
-
ά����̫����·�Ƶ�ͷ
-
����ЧLED����·�� 8�� 10
-
������ɽ��·����̫����·�Ƴ���
-
���ڹ�Ӧ��ɽ����LED·�Ƴ�
-
2025�Ѹ��£�����/���飩���
-
2025�Ѹ��£�����/��ѯ������
-
��Яʽ��ܹ�����BYL-04D
-
������������SPY665-SP
-
2025�Ѹ��£�����/���飩�